



Mould Specifications
|
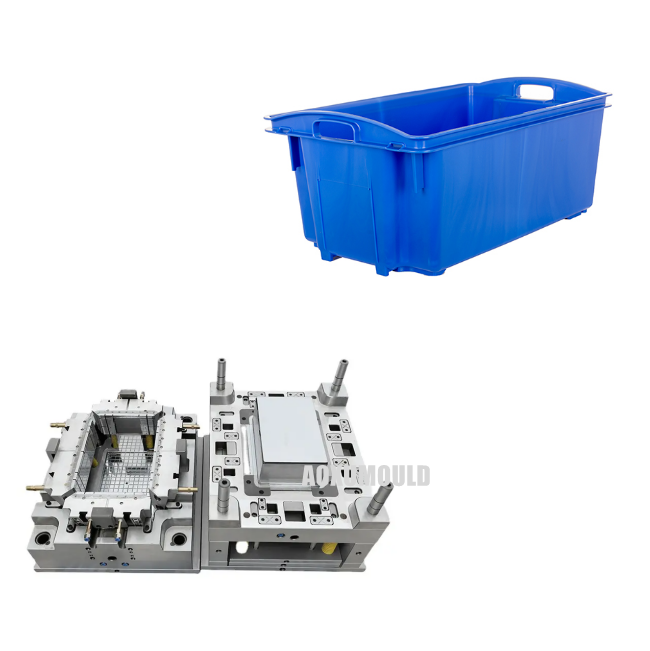
Mould name |
Plastic Fish Crate Mould |
|
Product material |
HDPE |
|
Product Size |
711 x 438 x 313mm |
|
Product Weight |
3100grams |
|
Product Capacity |
55 Litre |
|
Mould material for cavity &. Core |
P20/718H/2738 |
|
NOs of cavity |
1 cavity |
|
Injection system |
Hot runner |
|
Suitable injection machine |
680T |
|
Mould size |
1250X880X720mm |
|
Mould weight |
6200KG |
|
Mould lifetime |
more than 500,000pcs |
|
Delivery Time |
45 days |
How To Design A Fish Crate Mould?

It is necessary to consider many factors such as product structure, material characteristics, molding process and mould life comprehensively when designing the injection mould of plastic crates. Here are the key design steps and considerations:
1. Product structure and mould design analysis
Size and wall thickness: crates are usually large (such as fish crates, logistics crates, storage crates), it is necessary to ensure that the mould cavity strength is sufficient, the wall thickness is uniform (generally 2.5-4mm), to avoid shrinkage or deformation.
Reinforcing bars and functional structure: When designing reinforcing bars (thickness ≤ 50% of the main wall thickness), stacking slots, handles, etc., it is necessary to consider the release inclination (usually 1-2°) and filling difficulty.
Parting surface selection:
Parting along the maximum profile of the crate to avoid reverse buckle.
The parting line is hidden as far as possible in the non-appearance surface (such as the bottom or edge of the box) to reduce the impact of the flash on the appearance.
2. Gating system design
Gate type:
Side gate: suitable for small and medium-sized crates, low cost, but need to manually cut off the gate.
Latent gate: automatic demoulding, suitable for automated production.
Multi-point hot runner: Large fish boxes are commonly used to shorten filling time and reduce weld marks (such as symmetrical gluing at the four corners of the crate).
Flow channel balance: symmetrical layout is used to ensure that the melt is evenly filled and avoid warping (such as H-shaped flow channel).
Cold feed well: set at the end of the main stream to prevent cold feed from blocking the gate.
3. Cooling system design

Follow the shape of the waterway: Arrange cooling pipes along the profile of the container, especially for deep cavities and reinforced areas (such as the side walls and bottom of the container).
Zone temperature control: thick-walled areas (such as the root of the handle) strengthen cooling to prevent uneven contraction.
Material selection: Copper alloy or beryllium copper inserts for local efficient cooling.
4. Ejector and ejector system
Top rod layout:
Evenly distributed at the bottom and side walls of the box to avoid ejection deformation.
The diameter of the ejector rod is ≥φ5mm (φ8-12mm for large turnover boxes), and the number is determined according to the projected area.
Gas-assisted ejection: The deep cavity turnover box can be equipped with an air valve auxiliary ejection.
Release slope: inner slope ≥1°, outer wall slope 0.5-1° (PP/HDPE material).
5. Exhaust system design
Exhaust groove: set in parting surface, ejector hole and insert gap, depth 0.02-0.04mm (PP material).
Vacuum venting: Vented steel or vented steel inserts are available for deep cavity areas.
6. Mold structure and material selection
Mold material: pre-hard steel (such as P20/718H), template thickness ≥300mm (large mold).
Cavity/core: high hardness material (e.g. S136, NAK80), surface polished to Ra0.2μm or less.
Guide and mould locking: Add conical positioning block and inclined guide column to ensure mould closing accuracy.
7. Test and optimization
Process parameters: step injection (first slow and then fast), prolonged pressure holding time (compensation for shrinkage).
Problem solving:
Shrinkage: Increase the holding pressure or adjust the gate position.
Weld marks: Optimize the number of gates or increase the melt temperature.
Deformation: Adjust cooling waterway or add support column.
What Type of Steel For Plastic Fish Crate Mould?
The selection of steel for the plastic fish crate mould should comprehensively consider the factors such as mould life, processing performance, corrosion resistance, polishing requirements and cost. The following is a summary of commonly used steels and their application scenarios:

1. Pre-hardened steel (pre-hardened die steel)
- Typical grades : P20 (3Cr2Mo), 718H (Modified P20), NAK80 (Tatsu, Japan)
- Features :
-P20 : hardness HRC 30-35, easy processing, low cost, suitable for small and medium-sized batch production.
-718H: Higher hardness (HRC 35-40), better wear resistance and toughness than P20, suitable for complex structures or high life requirements.
-NAK80: pre-hard state (HRC 37-43), excellent mirror polishing performance, suitable for high surface requirements (such as transparent fish boxes).
-Application scenario: Ordinary plastic fish box (PP/PE material), no additional heat treatment, suitable for small and medium-sized molds.
2. Corrosion-resistant stainless steel
- Typical grade: 420 (4Cr13), S136 (ASSAB), HPM38 (Hitachi)
- Features :
- 420 : Good corrosion resistance, hardness HRC 48-52 (heat treatment required), suitable for humid or salty environments (such as aquatic processing plants).
- S136 : High purity stainless steel, excellent corrosion resistance, excellent polishing performance, suitable for long-term contact with water moulds.
- Application scenario: fish crate mould with high humidity, seawater contact or frequent cleaning.
3. High wear-resistant hot work steel
- Typical grade: H13 (4Cr5MoSiV1)
- Features :
- High temperature resistance (above 500℃), excellent wear resistance, suitable for high-speed injection molding or frequent heating/cooling moulds.
- Need heat treatment (hardness HRC 45-50), high cost.
- Application scenario: Mass production or containing glass fiber reinforced plastics (such as reinforced PP fish box).
4. Economic carbon steel
- Typical grade : 45# Steel, S50C
- Features :
-Lowest cost, but poor wear and corrosion resistance, requiring surface treatment (such as chrome plating, nitriding).
- Suitable for small batch trial production or low precision mold.
- Applicable scenarios: Temporary moulds or low budget scenarios.
Material selection Suggestions
1. Ordinary fish box (PP/PE, small and medium batch): P20 or 718H is preferred, taking into account cost and life.
2. High corrosion resistance: Choose 420 or S136 stainless steel to avoid rust affecting the life of the mould.
3. High surface finish: NAK80 or S136, to ensure that the appearance of the fish box is flawless.
4. Large batch production : H13 or high hardness tool steel (such as D2), improve wear resistance.
5. Low cost trial production : 45# steel surface treatment.
- Cooling system design : Steel thermal conductivity affects injection efficiency, H13 and copper alloy inserts optimize cooling.
-Mould size: Large-size moulds need to choose steel with good hardenability (such as 718H) to avoid heat treatment deformation.
-Processing technology: Pre-hard steel can be processed directly, and other steel needs to reserve heat treatment allowance.
It is recommended to conduct in-depth communication with mold suppliers according to actual production needs (output, plastic type, environmental conditions), and conduct steel performance testing if necessary.
How To Ensure The Mould With Long Lifetime?
To ensure the life of injection mould, it is necessary to carry out comprehensive management from design, manufacturing, use, maintenance and other links. Here are some key measures:
1. Mould material selection
- High-quality die steel : Select die steel with high wear resistance, high toughness and corrosion resistance according to product requirements (such as H13, S136, NAK80, P20, etc.).
- Material matching : Considering the characteristics of injection materials (such as plastic molds containing glass fibers that are easy to wear), choose mould steel with higher hardness or better surface treatment.
2. Reasonable mould design
- Structural optimization : Avoid sharp corners or thin wall design to reduce stress concentration; Rational design of demoulding slope to reduce demoulding resistance.
- Cooling system: Uniform cooling channel layout to avoid local overheating resulting in thermal fatigue or deformation.
- Flow channel and exhaust design: reduce the flow resistance of molten plastic, set the exhaust tank reasonably to avoid trapped gas or burning.
- Parting surface and matching accuracy: To ensure that the parting surface is smooth, mould, thimble and other parts of the coordination gap is reasonable, reduce wear.
3. Precision manufacturing process
- Heat treatment process:Through quenching, tempering and other processes to improve the hardness and toughness of the mould.
-Surface treatment:nitriding, chrome plating, PVD coating (such as TiN, TiAlN) and other technologies to enhance surface hardness and corrosion resistance.
- Machining accuracy: Ensure the dimensional accuracy and finish of the mould parts (such as mirror polishing), reduce friction and mould sticking risk.
4. Standard operation
- Injection molding parameter optimization:
- Temperature control: Set the cylinder temperature and mould temperature reasonably to avoid thermal stress caused by too high or too low.
- Pressure and speed: Reduce injection pressure and speed to reduce mould impact load.
-Pressure holding and cooling time: Set the pressure holding time reasonably to avoid overfilling; Ensure sufficient cooling before opening the mould.
-Avoid overload: overload production is prohibited (such as exceeding the clamping force or injection volume limit).

5. Regular maintenance and maintenance
- Cleaning and Rust prevention:
- Clean up residual plastic and oil after each production to avoid corrosion.
- Apply anti-rust oil during long-term disuse, and keep sealed.
- Lubrication Management: Regularly add high temperature grease to moving parts such as thimble, slide and guide post.
- Check and Repair :
- Regularly check mould surface wear, cracks or rust, repair small damage in time.
- Replacement or refurbishment of heavily worn parts such as thimbles and inserts.
6. Production environment control
- Temperature and humidity management: Avoid mould rust in humid environment.
- Clean raw materials: Ensure that plastic raw materials are free of impurities (such as metal particles, dust) to prevent scratching the mould.
- Operation specifications: Train operators to use molds correctly to avoid violent demoulding or collision.
7. Mould monitoring and life management
- Number of use records: Statistical mold molding times, predict life cycle.
- Regular inspection: Use ultrasonic, microscope and other tools to detect internal cracks or fatigue.
-Spare parts management: Prepare wearing parts (such as inserts, thimbles) in advance to shorten maintenance downtime.
8. Deal with special situations
- Highly corrosive materials: Use corrosion-resistant steel (such as S316) or add surface coating.
- High glass fiber material: The use of higher hardness die steel, and strengthen the surface treatment (such as hard coating).
The core of extending the life of injection moulds is:
✅High quality material + Scientific design
✅Precision manufacturing + Standard use
✅Regular maintenance + Preventive management
Through systematic life cycle management, mould life can be significantly improved and production costs reduced.
Mould Components
Mould Steel

Hot Runner System

Standard Parts

How To Choose A Suitable Injection Molding Machine For The Fish Crate Mould?

Selecting the right injection molding machine for the crate mould requires a comprehensive evaluation of mould size, product materials, production efficiency and equipment performance. Here are the key steps and how to select parameters:
1. Calculation of core parameters
(1) Clamping Force
Mould locking force is the primary parameter of injection molding machine selection, which needs to cover the melt pressure on the mould parting surface:
Clamping force (tons) = projected area (cm²) \times material pressure (MPa) \div 1000 \]
- Projected area: the maximum horizontal projected area (length × width) of the turnover box + the area of the pouring system.
-Material pressure: According to the material selection (PP/HDPE usually takes 30-50MPa, deep cavity or thin wall takes the upper limit).
Examples :
The size of the crate is 500×400mm, and the area of the pouring system is about 10%
Projected area = (50cm×40cm) × 1.1 = 2200cm²
Clamping force = 2200 × 50/1000 = 110 tons (need to select ≥120 tons of models)
(2) Shot Weight
The theoretical injection volume of the injection molding machine needs to cover the total weight of "product + runner" :Injection volume (g) ≥ product weight \times 1.5 \
Material density: PP about 0.91g/cm³, HDPE about 0.95g/cm³.
- Safety factor: Generally 1.5-2.0, to avoid the injection volume of more than 80% of the machine capacity.
Examples :
Turnover box net weight 1500g, runner weight 200g, total weight 1700g
Theoretical injection volume ≥ 1700 × 1.5 = 2550g (need to choose the injection volume ≥3000g model)
(3) Screw diameter and stroke
- Screw diameter : affecting plasticizing speed and pressure, large diameter screw is suitable for thick wall products (turnover box commonly used φ60-90mm).
- Injection stroke: to meet the melt filling amount, stroke ≥4 times the thickness of the product (deep cavity turnover box needs longer stroke).
2. Mold and equipment matching
(1) Template size and modulus
- Template size : Injection molding machine template must be able to install mold (length × width ≤ template size).
- Mold thickness: mold closing height should be within the minimum - maximum mold thickness range of the injection molding machine.
Typical size of turnover box mold :
Template requirements: 800×600mm (small) to 1500×1200mm (large)
Mold thickness: 400-800mm (need to match the mold space of injection molding machine)
(2) Mold opening travel and ejection space
- Mold opening stroke: It must be greater than the height of the turnover box ×2 + safety distance (50-100mm).
For example: turnover box height 300mm → opening stroke ≥300×2 + 50 = 650mm.
- Ejection stroke : Ensure that the ejector rod can fully push out the product (deep cavity turnover box needs to be ≥100mm).
3. Other key factors
(1) Material properties fit
-Barrel temperature : PP processing temperature is about 200-280℃, HDPE is about 180-260℃, it is necessary to ensure the temperature control accuracy of the injection molding machine.
- Screw compression ratio : PP/HDPE recommended compression ratio 2.5-3.0 (universal screw can be).
(2) Production cycle optimization
- Injection speed: Large turnover boxes require high injection speed (≥80% full rate of fire) to reduce filling time.
-Energy saving requirements: servo motor or all-motor injection molding machine can reduce energy consumption (suitable for mass production).
(3) Special functional requirements
- Multi-stage injection : Support segmented control of filling and pressure retention to improve shrinkage in thick wall areas.
-Core pulling function: If the turnover box has side holes or reverse buckle, choose the model with hydraulic cylinder.
4. Selection process
A. Calculate mode-locking force and injection volume (core parameter screening).
B. Check the mold installation size (template, mold thickness, mold stroke).
C. Matching material process requirements (barrel temperature, screw type).
E. Evaluation of additional features (automation interface, energy-saving configuration).
F. Verification equipment brand and stability (Haitian, Zhenxiong, Engel and other brands price difference).
5. Typical model recommendation (Take PP turnover box as an example)
| turnover box size | mold locking force | injection quantity | Recommended model |
| 300×200×150mm | 60-80 tons | 800-1200g | Haitian MA1600/II |
| 500×400×300mm | 120-150 tons | 2500-3500g | Zhenxiong JM128MK-III |
| 800×600×400mm | 300-400 tons | 6000-8000g | Engel victory 370 |
- Actual test mode verification:After theoretical calculation, parameters need to be adjusted through the test mode (such as reducing the clamping force can be achieved by optimizing the gate design).
- Reserved upgrade space:Select slightly larger models to adapt to future mold modifications.
- Energy consumption and maintenance cost: Full motor injection molding machine has high precision but expensive price, hydraulic press is more cost-effective.
Through the above method, it can ensure the efficient matching of injection molding machine and turnover box mold, while taking into account production efficiency and cost control.
Package &. Delivery

Customers' Feedback






