



Mould Specifications
|
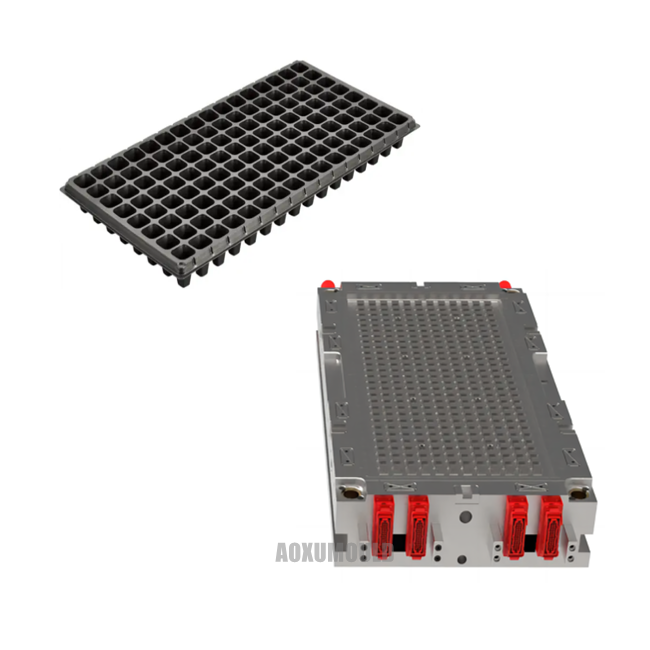
Mould name |
Plastic Flat Tray Mould |
|
Product material |
PP |
|
Product size |
550X285X60mm |
|
Product weight |
350g |
|
Mould material for cavity &. Core |
P20/718/H13 |
|
NOs of cavity |
1 cavity |
|
Injection system |
Cold runner |
|
Suitable injection machine |
450T |
|
Mould size |
860x560x380mm |
|
Mould lifetime |
more than 500,000pcs |
|
Delivery Time |
45 days |
What Are The Features of The Plastic Flat Tray?

Design rationality:
The size is designed reasonably, usually 9 inches in size, which can ensure sufficient soil capacity and is also convenient for transportation and management. The rhombic design increases the stability of the bottom of the tray, avoiding the problem of traditional square trays being prone to tipping over.
Material advantages:
The material is made of thick transparent material, which is not only sturdy and durable but also has excellent light transmission. Through the transparent base, one can clearly observe the germination process of the seeds, from germination to the growth of seedlings, every step is clearly visible. This transparent design is particularly friendly for beginners, allowing them to check the soil moisture and root development at any time and adjust the management measures in a timely manner.
Mechanization compatibility:
Specialized specifications have been designed to seamlessly integrate with transplanting machines, such as the 7-inch transplanting machine disc. This enables large-scale farmers to enhance work efficiency, reduce labor costs, minimize damage to the seedlings, and ensure the survival rate after transplantation.
Environmentally friendly:
Some plastic seedling trays use organic substrate instead of traditional seedling soil and replace plastic seedling trays. This effectively solves the problems of soil removal during rice seedling cultivation that cause damage to farmland and make it difficult for farmers to obtain soil. At the same time, it eliminates the white pollution caused by plastic seedling trays.
Functional features:
Possess the characteristics of disease prevention, disease resistance, and resistance to lodging; Have excellent water retention, fertilizer retention, and heat retention properties; Have strong air permeability and water permeability. No need to adjust the acidity of the seedbed, no use of herbicides, and not affected by saline-alkali land.
Design For Product &. Mould

How Is The Plastic Flat Tray Used?

Planting: The plastic seedling flat tray is mainly used for the cultivation of vegetables, flowers, and other plants. When using it, the seedling substrate is placed in the tray, and then sowing is carried out. The hole design of the tray ensures that each seedling has sufficient space and nutrition, and is also conducive to the growth of the root system.
Transplanting: Once the seedlings have grown, they can be removed along with the substrate from the tray and transplanted. This method can reduce damage to the root systems of the seedlings and increase the survival rate of the transplants.
Mechanized operations: Some special seedling trays, such as the 9-inch rhombic seedling tray, can be used in conjunction with agricultural machinery like transplanting machines to enhance agricultural production efficiency.
Resource conservation: Using seedling flat trays can save seed usage and reduce production costs. Additionally, due to the uniform emergence of seedlings, it ensures the consistency of plant seedling growth and facilitates centralized management.
Why Is The Chinese Brand Hot Runner Technology Recommended For Plastic Flat Tray Mould?

Plastic flat tray moulds are a common planting tool in agricultural production. The Chinese brand hot runner technology has a high reputation and leading advantages in the field of plastic moulds. Therefore, it is recommended to use the Chinese brand hot runner technology to manufacture plastic flat tray moulds, which has the following advantages.
1. the hot runner technology of Chinese brands has a leading technical level and rich experience in the field of plastic molds. Through technological innovation and continuous research and development, the hot runner technology of Chinese brands has been able to achieve more efficient and precise plastic injection molding, and can meet the production needs of different types and sizes of plastic flat trays moulds.
2. the hot runner technology of Chinese brands has obvious advantages in cost control. Compared with foreign brands, the production cost of the hot runner technology of Chinese brands is lower, and it can offer more competitive prices. This is a very attractive advantage for the production of plastic flat tray in agricultural production.
3. the hot runner technology of Chinese brands also enjoys a good reputation and credibility in terms of after-sales service. Chinese brands usually offer more prompt and comprehensive after-sales services, which can help users solve any problems encountered during production and ensure the smooth progress of production.
It is recommended to use the hot runner technology from Chinese brands to manufacture plastic flat tray. This approach not only ensures the quality and performance of the products, but also enables you to enjoy more favorable prices and better after-sales services.
How To Select The Appropriate Injection Molding Machine For The Plastic Flat Tray Mould?
Collect necessary information: Before choosing an injection molding machine, it is necessary to gather information about the seedling tray mould and the plastic material. This includes mould dimensions (width, height, thickness), weight, special designs, etc.; the types and quantities of plastics used; the appearance dimensions (length, width, height, thickness) and weight of the injection molded product; as well as molding requirements, such as quality conditions and production speed, etc.
Determine the type of injection molding machine: Based on the characteristics of the seedling tray and the plastic material, decide which type of injection molding machine to choose. For example, if it is a thermoplastic, a different type of injection molding machine may be selected. At the same time, consider whether high stability, high precision, ultra-high injection speed, high injection pressure, or rapid production conditions are required, and accordingly select the appropriate series .
Check the mould size compatibility: Ensure that the mould size is suitable for the injection molding machine. The width and height of the mould should be less than or at least one side should be less than the inner distance of the large column; the width and height of the mould should preferably be within the size range of the mould plate; the thickness of the mould should be between the mold thickness of the injection molding machine; the width and height of the mould should comply with the minimum mould size recommended by the injection molding machine.
Evaluate the mould opening stroke and mould holding stroke: The mould opening stroke must be at least twice the height of the finished product in the mould opening direction, and it should also include the length of the vertical pouring channel; the mould holding stroke must be sufficient to push the finished product out by .
Calculate the clamping force: The clamping force is determined by the product and the plastic. When the raw material is injected into the mould cavity under high pressure, a clamping force is generated. Therefore, the clamping unit of the injection molding machine must provide sufficient clamping force to prevent the mould from being opened.
Determine the injection volume and screw diameter: Determine the required injection volume based on the finished product weight and the number of mould cavities, and select an appropriate screw diameter. The injection volume should be more than 1.35 times the finished product weight, that is, the finished product weight should be less than 75% of the injection volume.
Considering the injection pressure and injection speed: The screw compression ratio and injection pressure and other conditions are determined by the plastic material. Some engineering plastics require higher injection pressure and an appropriate screw compression ratio design to achieve better molding results.
Consider special cases: In certain specific situations, the moulds or products of the customers may have a small mould volume but require a large injection quantity, or a large mould volume but require a small injection quantity. In such cases, so-called size-matching may be necessary, that is, a large wall with a small injection volume or a small wall with a large injection volume.
Try-out of Plastic Flat Tray Mould
Our Plastic Flat Tray Mould Delivery Standards
Product quality: Appearance, size, coalescence peak, blistering, whitening (or cracking, breaking) of 5mm, special-shaped perforation of 15mm, strength of fusion marks and ability to pass functional safety tests. 0.3mm. For products with assembly requirements, the assembly requirements must be guaranteed. There should be no air lines or material marks on the obvious parts of the product. The product generally should not have bubbles. The geometric shape and size accuracy of the product should comply with the formal and valid mold drawing (or 3D file) requirements. The tolerance of the product should follow the tolerance principle. The tolerance of shaft-type dimensions is negative tolerance, and the tolerance of hole-type dimensions is positive tolerance. If the customer has requirements, they should be met as per the requirements .
Mold appearance: The mold nameplate content is complete, the characters are clear and arranged neatly. The cooling water nozzles should be plastic block plug-type water nozzles. If the customer has other requirements, they should be followed. The cooling water nozzles should not protrude from the mold frame surface. The cooling water nozzles should have inlet and outlet markings. At 5/610mm, the characters should be clear, beautiful, neat, and with uniform spacing. The cylinders, water nozzles, pre-resetting mechanisms, etc., should be protected by support legs. The support legs can be tightened onto the mold frame by machining an external threaded column with a vehicle. However, they cannot be just a single center push-out. Except for the customer's other requirements. The mold size should comply with the requirements of the specified injection machine. The installation direction, beside the arrow, should have the word "UP", and the arrow and 50mm.
Mold material and hardness: The mold frame should be made of standard mold frames that meet the standards. [Core, moving and fixed mold inserts, movable inserts, cone, push rod, gate sleeve] The materials should have high mechanical properties, such as 40Cr or above. During manufacturing, or on the forming surface, anti-corrosion measures should be taken. Or surface hardening treatment with a hardness of 600HV should be applied.
Ejection, repositioning, core extraction, removal: During ejection, it should be smooth, without any sticking or unusual sounds. The hardness should be HV700. All ejection rods should have a stop and positioning function, and each rod should be numbered. The ejection distance should be limited by limit blocks. The reset spring should be a standard part, and both ends of the spring should not be ground or cut. Wave screws can be used during installation; for the cylinder core extraction, a travel switch is necessary.
Cooling and heating system: The cooling or heating system should be fully unobstructed. There should be no leakage under pressure and it should be easy to maintain.
Pouring system: The gate placement should not affect the appearance of the product and should meet the requirements for product assembly. The process should be shortened, the cross-sectional area should be reduced to shorten the filling and cooling time, and at the same time, the plastic loss in the pouring system should be minimized.
Hot runner system: The wiring layout of the hot runner should be reasonable, facilitating maintenance. The wiring numbers should be in one-to-one correspondence. The temperature control cabinet and the hot nozzle, as well as the hot runner, should be able to withstand standard components. The main flow port is connected to the hot runner using threads, and the bottom surface is in a flat contact for sealing.
Forming part, parting surface, exhaust groove: The insert piece and the mold frame should work in coordination, with a gap of less than 1mm at the periphery rounded corners. Depression. The depth of the exhaust groove should be less than the overflow value of the plastic. The insert should be properly fitted, placed smoothly, and positioned firmly.
Mould Components
Mould Steel

Hot Runner System

Standard Parts

Package &. Delivery

Customers' Feedback






